


产品名称:FYHB-2800全数字智能精密焊补机
一机多能,本机将冷焊及高级氩焊(TIG)两种焊补功能成功的结合在一起。使焊补作业更简便、快捷。在老款设备的基础上本机新增了五项功能,以适应不同条件下的焊补作业。本机氩焊的电流可达到1A。新增的超精密焊补模式(Fine mode)下,使超精密精细焊补成为现实。简便、快捷的操作性能足可超越激光焊补,以满足客户更大范围的需求。
• 超精密焊补模式
根据相同补焊部位不同补焊工艺要求:采取“平面焊”“棱角焊”一键切换功能。通过选择“棱角”焊补模式可进行超精密焊补,即使直径为0.2mm的钉孔也可获得很好的焊补效果。

• 焊补存储经验值
对于常用直径的焊丝可直接从设备固有存储中调出使用通过选择焊补区域,焊补材料的直径,系统可自动给出焊补所需的时间及电流。
• 数据存储记忆模式
使用者可利用“存储”健对不同焊补条件下的数据进行设定存储,当再次使用时可按照“存储代码”调出系统之前所存储的参数值。本机可存储99组经验累积数据值补焊模式焊补数据。并可随时调用,随时更新。故操作更智能、更简单、更方便。

• 连续氩焊(TIG)模式
•当需要进行大面积焊补时,连续TIG焊补模式可提供比激光焊补更快速更光洁的焊补表面。(间隔时间为0.1-0.2秒)

• 导入电弧
使用此功能,对焊补目标预先进行瞬间电弧发射(1A),可对焊补点进行准确定位,从而达到很好的焊补效果。
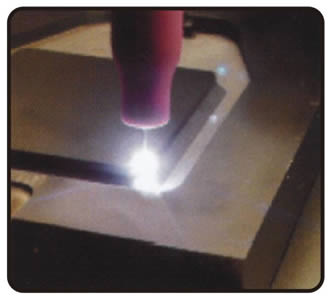
• 精密脉冲点(激光)
本模式下的焊补精度达到或超过激光的精度,补焊效率高。由于是数字化控制,故捕获数据更准,更精确。
• 连续脉冲
本模式下补焊可相对提高焊补速度。高速脉冲焊:调节范围0.1-1.8S之间的调节此模式可以进行大面积修补,速度更快。
本机通过变极器控制,连续脉冲氩焊(TIG)时间在1-500ms之间调节。冷焊电流可在1-200A之间调节,氩焊电流可在1-125A之间进行调节。
• 塑料模具 • 冲压模具 • 压铸模具 • 玻璃模具 • 吹塑模具 • 橡胶模具 • 铜合金模具等
• 滑边、狭边 • 钉孔、凹槽 • 气孔及细缝 •修复氩弧焊机焊接后模具缺陷(如表面凹陷、气孔等) • 焊补放电加工、渗氮及软氮化处理后的模具。
铸铁、铸钢、铸铜、铸铝、液压杆、液压缸、轴类、汽车零部件、其他特种设备等。
| 冷焊 | 氩焊 | |
| 额定输入电压 | 单相AC200/230V/50/60HZ | |
| 额定输出电流 | 6.5KVA(最高值) | |
| 4.0KVA | ||
| 最大额定电流(无负荷) | - | 64V |
| 输出电流 | 1-200A | 1-125A |
| 脉冲焊补间隔时间 | 200-2000ms | 0.1-2.0s |
| 脉冲焊补时间 | 1-500ms | |
| 控制方法 | 变极器控制 | |
| 氩气延长时间 | 9s | |
| 高速脉冲焊 | 0.1-1.8s | |
| 焊丝应用范围 | 0.1-2.4mm | |
| 冷却方法 | 强制空气冷却法 | |
| 外形尺寸(W*D*H)mm | 480*270*400 | |
| 重量 | 40kg | |

